
In this article
The resin transfer molding process produces composite parts with smooth surfaces on both sides, tight dimensional tolerances, and low void content. Unlike open-mold methods, RTM uses a closed mold, injecting resin under pressure into a pre-placed fiber preform. If your project needs structural consistency, repeatable wall thickness, or a finished appearance on both faces, RTM is worth a hard look. BLG Fiberglass has used resin transfer molding for automotive, marine, and industrial components for over 20 years from our Toronto facility.
What is the resin transfer molding process
Resin transfer molding is a closed-mold composite manufacturing method. A dry fiber reinforcement, typically fiberglass, carbon fiber, or aramid, is cut to shape and placed inside a matched tool set. The two mold halves close and seal. Catalyzed resin is then injected at low to medium pressure, filling the cavity and wetting out the fiber. The part cures inside the mold and comes out with finished surfaces on all sides.
RTM sits between open-mold hand lay-up and high-pressure compression molding. It delivers significantly better surface quality and fiber volume fraction than hand lay-up, at a fraction of the tooling cost of matched metal compression molds. That positioning makes it the go-to process for mid-volume structural parts where aesthetics and repeatability both matter.
Did you know?
RTM can achieve fiber volume fractions of 50 to 65 percent, compared to 25 to 45 percent typical in hand lay-up. Higher fiber content means a stiffer, stronger part at the same wall thickness.

How RTM works step by step
Understanding each stage clarifies why RTM produces the results it does, and where the process can be optimized for specific applications.
1. Preform preparation
The fiber reinforcement is cut to a net-shape or near-net-shape preform. Woven fabrics, biaxial or triaxial non-crimp fabrics, and chopped strand mat are all common. For structural parts, the fiber orientation is designed to match load paths. A binder is often applied to hold the preform together so it places cleanly into the mold without shifting.
2. Mold loading and closure
The preform is placed in the lower mold half. The upper half closes and clamps. Peripheral seal quality at this stage determines whether resin leaks and whether the part achieves the designed fiber-to-resin ratio. Well-maintained tooling with good seal design eliminates these variables.
3. Resin injection
Mixed resin and catalyst are injected through ports, typically at pressures between 1 and 10 bar depending on part size and resin viscosity. Vacuum assist (VARTM) can draw resin through lower-permeability fabrics at near-zero pressure. Flow front progression is monitored; vent placement ensures air escapes ahead of the advancing resin.
4. Cure and demolding
The part cures inside the closed mold. For thermosetting resins, cure time depends on resin chemistry and mold temperature. Heated tooling shortens cycle times significantly. Once cured, the mold opens and the part is demolded. Because both surfaces were against mold faces, both are cosmetically finished without secondary sanding or gelcoat work on the inside face.
5. Trim and secondary operations
Flash at parting lines is trimmed, and secondary assembly hardware is installed. BLG Fiberglass performs CNC trimming, drilling, painting, and component installation in-house, delivering fully finished assemblies to customers.
People often ask: how long does an RTM cycle take?
RTM cycle times range from 15 minutes to several hours depending on part size, resin system, and whether heated tooling is used. Epoxy systems typically run 60 to 120 minutes at room temperature or 20 to 40 minutes in a heated mold. Polyester and vinyl ester systems can cure faster. High-volume RTM operations use multiple mold sets to maintain continuous production flow.
RTM vs hand lay-up and vacuum forming
Choosing the right process comes down to part geometry, volume, surface requirements, and budget. RTM wins on specific dimensions; it loses on others. Here is a direct comparison against the two most common alternatives.
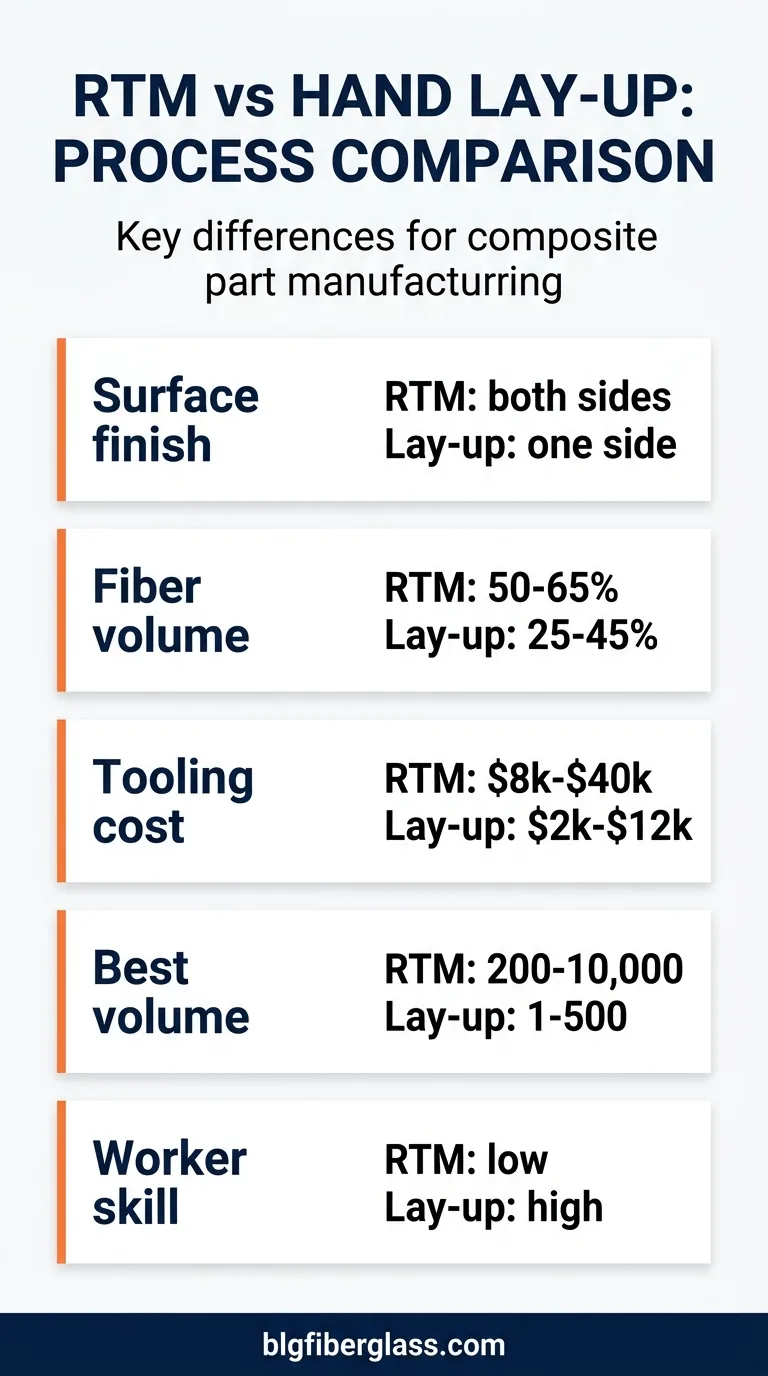
| RTM | Hand lay-up | Vacuum forming | |
|---|---|---|---|
| Surface finish | Both sides finished | One side finished | One side finished |
| Fiber volume fraction | 50 to 65% | 25 to 45% | Thermoplastic only |
| Tooling cost | Medium ($8,000 to $40,000) | Low ($2,000 to $12,000) | Low to medium |
| Best volume range | 200 to 10,000 units/yr | 1 to 500 units/yr | 500 to 50,000 units/yr |
| Complex geometry | Yes, with draft | Yes | Limited undercuts |
| Worker skill dependency | Low to medium | High | Low |
The table makes the positioning clear: RTM is the structural option when you need consistent quality across a meaningful production run. If you are making one-offs or prototypes, hand lay-up is faster to set up. If your parts are thermoplastic and you are running thousands per year, vacuum forming may be more economical.
Which industries use RTM
RTM is used wherever designers need closed-mold surface quality without the cost of high-pressure metal tooling. Four sectors account for most commercial RTM production.
Automotive
Body panels, structural brackets, roof modules, and interior trim components are all produced in RTM. The automotive sector demands Class-A surfaces on exterior parts and structural integrity for safety-adjacent components. RTM delivers both. The shift toward EV lightweighting, documented across the industry, is accelerating RTM adoption as manufacturers look to cut weight without adding cost.
Marine
Deck hardware enclosures, hull stringers, and console structures benefit from RTM’s corrosion resistance and structural performance. Fiberglass has long dominated marine construction for its resistance to saltwater and UV degradation. RTM takes that further by eliminating the operator variability inherent in open-mold processes, which matters on structural parts that are hard to inspect after assembly. Learn more about marine fiberglass applications from BLG.
Medical equipment
CT scanner housings, MRI enclosures, and diagnostic equipment shells require smooth, cleanable surfaces, dimensional repeatability, and radio-frequency transparency in some cases. Fiberglass is RF-transparent, which is why MRI machine exteriors are almost universally made from composite, not metal. RTM is particularly well suited here because both inner and outer surfaces are formed against the mold, making it easier to achieve the smooth, seamless appearance required in clinical environments. BLG produces medical fiberglass enclosures for the healthcare sector.
Wind energy
Wind turbine blade roots, nacelle covers, and spinner fairings are produced using infusion-based RTM variants (VARTM). The scale of these parts, sometimes 15 to 30 meters long, makes them unsuitable for matched metal tooling. Large composite RTM molds in glass-reinforced epoxy or aluminum provide a cost-viable alternative.
Pro tip
RTM tooling longevity depends heavily on parting line design. Incorporate a 2 to 3 degree draft on all vertical walls. Steep undercuts add complexity without adding strength in most structural applications. Design the draft in before tooling, not after.

RTM tooling costs and production volumes
The tooling investment in RTM is higher than open-mold work, but the per-part cost drops quickly as volume increases. Typical cost parameters for a medium-complexity part running in fiberglass RTM from a Toronto-area supplier:
| Volume (units/yr) | Tooling amortization/part | Total cost trend |
|---|---|---|
| 100 | $150 to $400 | High, dominated by tooling |
| 500 | $30 to $80 | Moderate, becoming competitive |
| 2,000 | $8 to $20 | Favourable |
| 5,000+ | $3 to $8 | Strong case for RTM |
Raw material costs, labour, and finishing add on top. For a small to medium structural part, total manufactured cost typically runs $40 to $200 at 500-unit volumes, and $20 to $80 at 2,000 units. These are general benchmarks, not quotes. Part geometry, resin selection, and surface requirements move the number significantly.
Save your money
If your volume is under 200 units per year, run the numbers carefully before committing to RTM tooling. At those quantities, hand lay-up often delivers better economics despite lower quality consistency. RTM earns its investment above 300 to 500 units annually for most part geometries.
Is RTM right for your project
Use this quick estimator to see whether RTM makes financial sense at your projected volume.
RTM vs hand lay-up cost estimator
Rough estimate only. Actual savings depend on part complexity, resin system, and cycle time. Contact BLG for a project-specific quote.
Download: RTM Process Quick Guide
Step-by-step RTM process, resin systems, process comparison, and industry applications. Free PDF.
Frequently asked questions
What resin systems work with RTM?
The most common resin systems for RTM are unsaturated polyester, vinyl ester, and epoxy. Polyester offers the lowest material cost and is widely used in marine and general industrial applications. Vinyl ester provides better chemical resistance and impact toughness. Epoxy delivers the highest mechanical properties and is favoured for structural aerospace and automotive parts, though it costs significantly more and has stricter processing requirements.
Can RTM produce parts with cores or inserts?
Yes. Foam cores, honeycomb, and metal inserts can all be incorporated into the preform before mold closure. Core materials add stiffness without proportional weight gain. Metal inserts provide threaded attachment points that would otherwise require post-cure drilling and thread inserts. Designing inserts into the preform stage rather than adding them after cure is almost always more economical.
What is the difference between RTM and VARTM?
VARTM (Vacuum Assisted Resin Transfer Molding) uses vacuum pressure to pull resin through the fiber rather than positive injection pressure. The upper mold half is replaced with a flexible vacuum bag, which dramatically reduces tooling cost. VARTM is commonly used for large parts like wind turbine blades where a rigid upper mold would be prohibitively expensive. Standard RTM with a rigid matched tool set offers better dimensional control and cycle time.
How does RTM compare to SMC for automotive parts?
Sheet Molding Compound (SMC) runs faster cycle times and handles high-volume production better, typically above 5,000 to 10,000 units per year. RTM offers better design flexibility, the ability to use continuous fiber for higher structural performance, and lower tooling cost. For volumes between 500 and 5,000 units with structural requirements, RTM is usually more cost-effective. Above 10,000 units with simpler geometry, SMC often wins on unit economics.
Does BLG Fiberglass offer RTM services in Toronto?
Yes. BLG Fiberglass operates a 50,000 square-foot facility in Toronto offering full RTM services including mold design, pattern development, CNC mold fabrication, production runs, painting, and secondary assembly. We serve customers across Canada, the US, and internationally. Contact us for a project assessment.
BLG Fiberglass provides RTM and light RTM services for clients across automotive, marine, medical, and industrial sectors. If you are evaluating processes for a new part, our engineering team can review your geometry and volume targets to recommend the most cost-effective approach. Reach out through our project inquiry form for a no-commitment conversation.